ТЕМА 23. Універсальні теплові апарати
| Сайт: | Навчально-інформаційний портал НУБіП України |
| Курс: | Устаткування закладів готельно-ресторанного бізнесу ☑️ |
| Книга: | ТЕМА 23. Універсальні теплові апарати |
| Надруковано: | Гість-користувач |
| Дата: | четвер, 12 березня 2026, 23:51 |
1. План
1. Електричні і газові плити;
2. Пароконвектомат;
3. НВЧ-апарати.
Ключові слова: плити електричні, плити газові, пароконвектомат, НВЧ-апарати, мікрохвильові апарати.
2. 1. Електричні і газові плити
Універсальні теплові апарати здатні виконувати практично всі види кулінарної обробки сировини, а також розігрівати кулінарні вироби.
Плити можна класифікувати за рядом ознак:
1. Плити за видом теплоносія поділяються на
- електричні;
- газові;
2. По використанню у виробничому процесі
- з використанням наплитного посуду;
- з приготуванням безпосередньо на жарильній поверхні;
3. По конструктивному вирішенню
- несекційні і секційні;
- з прямокутними і круглими конфорками чи суцільним жарильним настилом;
- з чавунними, стальними і склокерамічними конфорками;
- стаціонарні чи пересувні, настільні, напільні або з встановленням на підставці чи спеціальній загальній фермі;
- з жаровою шафою з примусовою конвекцією (з наявністю парозволоження чи без) чи без конвекції, з тепловою шафою, з інвентарною шафою.
4. По типу нагрівальних елементів у електричних моделях
- з закритим нагрівальним елементом (спіраллю) в середині розбірної чавунної основи;
- з ТЕНом з нижньої сторони чавунної конфорки (ТЕНові конфорки);
- з відкритим нагрівальним елементом (спіраллю) з нижньої сторони склокерамічної конфорки;
- з ІЧ-генераторами (галогенові нагрівачі) з нижньої сторони склокерамічної конфорки;
- з індукторами в нижньої сторони склокерамічної конфорки (індукційні плити);
5. По типу нагрівальних елементів у газових моделях
- з відкритими пальниками;
- з закритими пальниками;
6. Відповідно до функціональних елементів плити поділяють на апарати з:
. жаровою шафою;
. тепловою шафою;
. інвентарними шафами;
. водонагрівачем.
Головним конструктивним елементом плит є конфорки. Чим ближче форми і розміри конфорок до форми і розмірам дна наплитного посуду, тим вище ефективність роботи плит. В електричних плитах конфорки можуть мати як круглу, так і прямокутну форму. Плити з круглими конфорками застосуються при малих обсягах виробництва в закусочних і барах, коли використовується наплитний посуд невеликої ємності (рис.12.1, а). Круглі конфорки зазвичай мають два типи розміру: діаметром 0,236 і 0,300 м. Для невеликих ресторанів і кафе використовують плити з прямокутними конфорками площею від 0,12 до 0,24 м., Які розташовані на відносно великій відстані один від одного (рис.12.1. б). При великих обсягах виробництва застосовують прямокутні конфорки площею до 1 м2, які розташовані поруч один з одним на відстані теплових зазорів (ріс.12.1.в). У цьому випадку кілька конфорок (від 2 до 6) утворюють практично суцільну робочу поверхню, на яку можна одночасно встановлювати різну за обсягом і призначенням наплитний посуд. Деякі плити обладнуються однією конфоркою з великою робочою площею. Такі плити простіше по конструкції, але відрізняються гіршою ремонтнопридатністю. В цілому, площа однієї конфорки професійних плит зазвичай становить від 0,12 до 1 м2
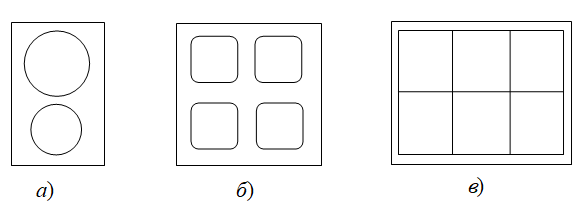
Рис. 12.1. Схеми розташування конфорок електричних плит: а) плита з круглими конфорками, б) плита з рознесеними прямокутними конфорками, в) плита з суцільними конфорками.
Для зручності експлуатації і санітарної обробки електричних плит в багатьох моделях під конфорками встановлюють висувні піддони, а самі конфорки кріпляться до несучої рами плити шарнірно і можуть повертатися на 900 відносно горизонтальної площини. Крім того, багато плити обладнані пристроями для установки робочої поверхні або конфорок в горизонтальне положення.
Як органи управління електричних плит використовують пакетні перемикачі, за допомогою яких виробляють ступінчасту регулювання потужності нагріву конфорок зазвичай в співвідношенні 4: 2: 1. У деяких найбільш дорогих плитах застосовують тиристорні перетворювачі і мікопроцессори, які забезпечують плавне регулювання потужності і підтримку заданої температури.
В індукційних плитах під робочою поверхнею встановлено генератор перемінного електромагнітного поля. Завдяки енергії цього поля нагрівається лише наплитний посуд, а тепловтрати у навколишнє середовище відсутні. Передбачене автоматичне відмикання плити через хвилину, якщо на жарильній поверхні нема наплитного посуду.
Індукційна плита влаштована таким чином, що вона не потребує часу для розігрівання конфорки, варильна поверхня (панель) не включиться, якщо виявить посуд, розмір якого менше поверхні конфорки. Плита індукційна здатна підтримувати задану температуру з високою точністю, крім того, при знятті посуду з конфорки плита автоматично відключиться.
Індукційні плити, відносно газових плит, мають безліч програм приготування їжі. Коефіцієнт корисної дії індукційних плит – 90% (відповідно електричних – 60–70%, газових – 30–60%) внаслідок відсутності втрат теплоти
Робоча поверхня індукційних плит за формою може виконуватись:
- плоскою (basic) – для роботи з посудом, що має плоске дно;
- ввігнутою (wok) – для посуду з випуклим сферичним дном;
- комбінованою(multi) – для використання різного за формою посуду.
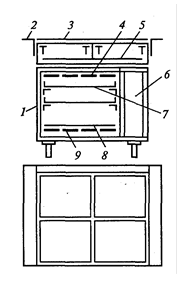

Рис. 12.2. - Принципова схема чотириконфоркової плити з жаровою шафою:
1 – каркас; 2 – бортова поверхня; 3 – конфорки; 4, 9 – верхня і нижня групи ТЕНів; 5 – висувний піддон; 6 – блок керування; 7 – лист; 8 – піддон




Рис.12. 3 - Індукційні плити
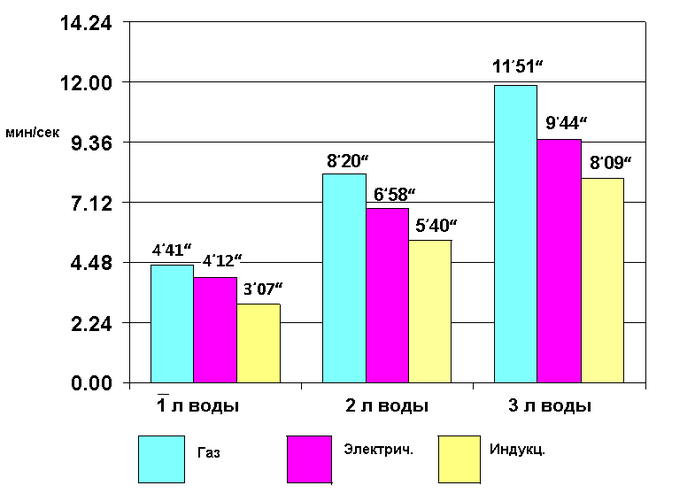
Рис. 12.4 - Переваги індукційних плит
Технічні вимоги до електричних плит:
• різниця рівнів робочих поверхонь конфорок щодо одна одної та інших частин робочої поверхні плити не повинна перевищувати 1 мм;
• шорсткість робочої поверхні конфорки не повинна перевищувати 6,3 мкм;
• конструкція плити повинна забезпечувати можливість регулювання по висоті для вирівнювання робочих поверхонь при обладнанні технологічних ліній;
• проміжок між суміжними конфорками плити не повинен бути менше 2,5 мм;
• різниця температури в контрольних точках робочої поверхні конфорки під час роботи вхолосту при номінальній потужності не повинна перевищувати 90 °С, робочого простору шафи – 40 °С;
• для забезпечення підтримання температури повітря в робочому просторі шафи слід застосовувати датчик-реле температури з діапазоном 100–300 °С;
• за наявності перемикача для регулювання потужності електронагрівачів жарової шафи ступенів регулювання повинно бути не менше трьох;
• потужність конфорки повинна регулюватися перемикачем і мати не менше трьох ступенів. Для визначення тривалості розігрівання конфорок і шафи їх одночасно вмикають на номінальну потужність і розігрівають вхолосту.
3. 2 Пароконвектомат
Пароконвекційні печі чи пароконвектомати (рис. 12.5) призначені для теплової обробки м’ясних і рибних продуктів, овочів, картоплі, круп, розстойки і випічки хлібобулочних і кондитерських виробів, а також для здійснення процесів теплового консервування.
Конструкція пароконвектоматів об’єднує в одному апараті конвекційну жарову шафу і традиційний пароварильний апарат. При сполученні режиму приготування на парі і режиму подачі гарячого повітря з’явилася можливість приготування кулінарної продукції при високих температурах з дозованою і контрольованою подачею пари.
До переваг пароконвектоматів належать:
- забезпечення однакового температурного поля в усьому об’ємі робочої камери;
- економія виробничої площі та ресурсів виробництва;
- розширений спектр режимів роботи, що дає змогу готувати різні кулінарні вироби в одній шафі.
Режими приготування кулінарної продукції у пароконвектоматах
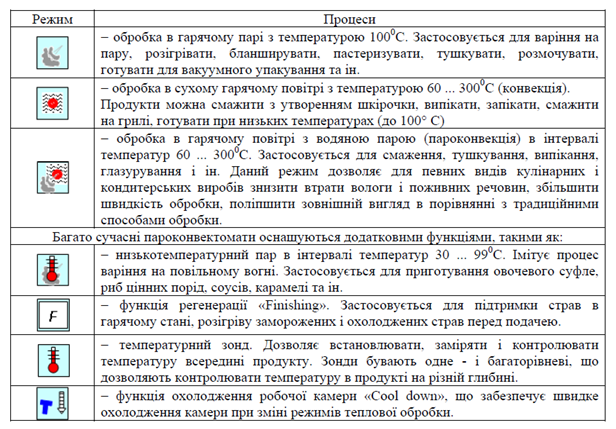
Теплогенеруючими пристроями, що забезпечують нагрівання робочої камери апаратів, є кільцеві ТЕНи, розташовані вздовж задньої панелі камери (для електричних моделей), або газові пальники, розташовані в нижній частині апарата (для газових моделей). Відцентрові вентилятори, що забезпечують примусовий зі швидкістю 3…5 м/с рух теплоносія всередині камери пароконвектоматів, працюють з автореверсом, що періодично змінює напрямок обертання і забезпечує рівномірне температурне поле в камері.
Використання пароконвектоматів дозволяє готувати одночасно як кулінарну продукцію одного виду, так і страви з різних видів сировини – овочів, риби, м’яса, що вимагають однакових режимів приготування; змішування запахів страв, що приготовляються, при цьому виключається.
Як свідчать спеціальні дослідження, використання пароконвектоматів дозволяє забезпечувати, порівняно з традиційними способами теплової обробки, скорочення часу приготування продуктів на 30…50%, зниження втрат маси продуктів до 30%, електроенергії – понад 60%, води – до 40%.
За способом пароутворювання розрізняють пароконвекційні печі з прямим (інжекційним) вприскуванням пари та з бойлером.
У пароконвектоматах з прямим вприскуванням пара генерується безпосередньо в камері й повітря зволожується внаслідок подавання води безпосередньо до внутрішнього об’єму. Струмінь води, за допомогою форсунка потрапляє на лопаті вентилятора, розбивається на дрібні краплі і стикаючись з гарячими ТЕНами швидко випаровується, перетворюючись на пару. Такі пароконвектомати відрізняються відносною простотою конструкції, меншою металлоемкостью і енергоспоживанням, більш низькою вартістю. Разом з тим, щільність пара в таких пристроях недостатньо висока для ефективного ведення процесу варіння на пару. Найбільш зручно їх використовувати в кондитерському виробництві. Тому, інжекторні пароконвектомати часто називають «кондитерськими».
У пароконвектоматах з бойлерним режимом пара генерується безпосередньо в бойлері.
У бойлерних пароконвектоматах для генерації пари використовується спеціальна ємність - бойлер, в якій встановлені ТЕНи. Бойлер виконує роль парогенератора, що забезпечує високу потужність і щільність пара. Регулюючи тиск в бойлері можна змінювати температуру пара, що забезпечує виконання перерахованих вище режимів обробки. Датчики температури і вологості постійно контролюють відповідні параметри і передають інформацію про їх стан в мікропроцесор. Використовуючи систему зворотного зв'язку, мікропроцесор порівнює значення поточних і встановлених параметрів, регулюючи роботу відповідних пристроїв, що генерують пар і теплоту. Так, в «кондитерських» пароконвектоматах підтримка заданої вологості забезпечується шляхом регулювання роботи інжектора - пристрою для упорскування води на лопаті вентилятора, а в бойлерних - за рахунок зміни потужності ТЕНів і величини подачі пари в робочу камеру.
Блок - схема пристрою бойлерного пароконвектомата представлена на рис.12.6
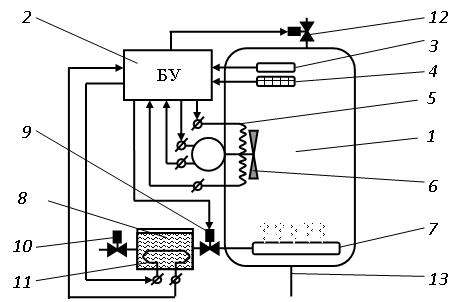
Рис. 12.6. - Блок-схема бойлерного пароконвектомата: 1 - робоча камера; 2 - блок управління (мікропроцесор), 3 - датчик температури; 4 - датчик вологості; 5 - ТЕНи, 6 вентилятор; 7- пристрій для подачі пари (борботер), 8- бойлер (парогенератор), 9 - клапан регулювання подачі пари; 10 - клапан тиску трубопроводу холодної води; 11- ТЕНи бойлера, 12- випускний клапан для видалення надлишків пара і гарячого повітря з робочої камери, 13- трубопровід для видалення конденсату в каналізацію.
За місткістю пароконвектомати розрізняють:
- малі (до 6 рівнів)
- середні (7…11 рівнів)
- великі (12…24 рівнів)
За способом управління є:
- з електромеханічним управлінням;
- з електронним управлінням.

Рис. 12.5 -Зовнішній вигляд пароконвектоматів

Рис.12.7 - Пароконвектомат SelfCookingCenter® 5 Senses компанія Rational
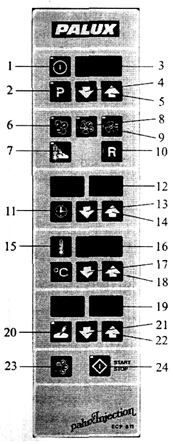
Рис. 12.8. Панель управління пароконвектомата:
1 – основний вимикач; 2 – кнопка "Пам’ять програмування"; 3 – дисплей виведення номера програми з пам’яті; 4, 5 – кнопки електронної установки програми, виведеної з пам’яті; 6 – кнопка "Пара"; 7 – кнопка "Готування при низьких температурах"; 8 – кнопка "Комбінація пари і гарячого повітря"; 9 – кнопка "Гаряче повітря"; 10 – кнопка "Регенерація"; 11 – кнопка встановлення тривалості теплової обробки (год, хв); 12 – дисплей цифрової індикації тривалості теплової обробки (год, хв); 13, 14 – кнопки електронної установки тривалості теплової обробки; 15 – кнопка "Температура всередині шафи"; 16 – показання температури всередині шафи (попередньої і фактичної); 17, 18 – кнопки електронної установки температури всередині шафи; 19 – дисплей цифрової індикації температури на кінці щупа; 20 – кнопка "Температура на кінці щупа"; 21, 22 – кнопки електронної установки температури на кінці щупа; 23 – кнопка "Зволоження"; 24 – перемикач "Старт/Стоп"
4. 3. НВЧ-апарати
Об’ємний спосіб нагрівання продуктів відбувається в електромагнітному полі надвисоких частот (НВЧ-нагрівання). При цьому відбувається не поверхневе нагрівання продуктів, а прогрівання їх одночасно по всьому об’єму.
На підприємствах харчування використовують настільні професійні мікрохвильові (НВЧ) печі (рис.12.9), потужність яких зазвичай не перевищує 1,5 кВт. Як джерело НВЧ-енергії в них застосовують магнетрони.

Рис.12.9.- Зовнішній вигляд професійної мікрохвильової печі.
Енергія НВЧ -поля від магнетрона через хвилевід передається в робочу камеру, що виконує роль об'ємного резонатора. Робоча камера, як правило, має прямокутний перетин і виготовляється з нержавіючої сталі. Нагрівання продукту в робочій камери відбувається в поле «стоячій хвилі», що може призвести до пошаровому нагрівання. Тому, для рівномірного нагріву продукту йому надають обертальний рух за допомогою спеціальних пристроїв. Для запобігання витоку НВЧ -енергії в навколишнє середовище мікрохвильові печі обладнані спеціальним екраном. При відкриванні дверей робочої камери відбуватися автоматичне відключення магнетрона. Металеві предмети, що знаходяться в робочій камері при роботі магнетрони можуть повністю розладнати НВЧ -контур і вивести мікрохвильову піч з ладу. Тому, при роботі з мікрохвильовими печами необхідно використовувати спеціальний посуд, що володіє низькою діелектричної проникністю і високою термічною стійкістю. Зазвичай це скляна або керамічний посуд, що володіє високою термічною стійкістю. Використання НВЧ енергії забезпечує інтенсивний об'ємний нагрів харчового продукту і значно скорочує час приготування. Завдяки цьому, продукт в меншій мірі підданий термічному руйнування і більшою мірою зберігає вихідні цінні властивості харчової сировини. Разом з тим, швидке нагрівання при НВЧ -обробці значно скорочує час протікання важливих ферментативних і фізико-хімічних процесів, що додають готовому виробу певні органолептичні властивості (смак, колір і запах). Тому для приготування кулінарних виробів НВЧ -нагрівання застосовується вкрай рідко. З метою розширення технологічних можливостей сучасні мікрохвильові печі додатково обладнуються ІЧ нагрівачами і оснащуються функцією конвекційного нагріву, що дозволяє в режимі «гриль» надати традиційні органолептичні властивості, характерні для смажених виробів. При цьому корпус ІК-нагрівачів виготовляють зі скла або спеціальних композиційних сплавів з фіксованими діелектричними властивостями і витримують температуру нагрівання близько 1100 - 12000 С. Мікрохвильові печі в основному використовуються в барах, закусочних, буфетах і т.д. для швидкого розігріву охолоджених і заморожених напівфабрикатів високого ступеня готовності, а також повністю готових кулінарних і кондитерських виробів. Вони можуть мати механічний або сенсорний принцип управління режимами обробки, основними з яких є потужність, час обробки і принцип нагріву (НВЧ, «гриль», регенерація і ін.). Практично всі сучасні мікрохвильові печі оснащені набором стандартних програм приготування, а також дозволяють створювати і запам'ятовувати власні багатоступінчасті режими обробки.
Класифікація апаратів НВЧ-нагрівання
1. За потужністю:
- малі – до 1,5 кВт;
- середні – 1,5…5 кВт;
- великі – більше 5 кВт.
2. За способом підведення енергії:
- одностороннім;
- двостороннім.
3. За конструктивним виконанням:
- вбудовані;
- настільні;
- підлогові.
4. За способом дії:
- періодичної дії;
- безперервної дії.
5. За виконанням панелі управління:
- з електромеханічним управлінням;
- з електронним (сенсорним управлінням
6. За наявністю додаткових способів нагрівання:
- тільки НВЧ –нагрів;
- НВЧ-нагрів і ІЧ-нагрів (функція гриль);
- НВЧ-нагрів, ІЧ-нагрів (функція гриль) і конвективний за допомогою ТЕНів нагрів
гарачим повітрям (функція конвекція).
В ресторанному господарстві використовуються НВЧ-печі малої потужності, об'ємом
робочої камери 17-34 літрів і частотою електромагнітного поля 2375 МГц.
При вказаній частоті 2375 МГц для забезпечення належної швидкості нагрівання товщина
продуктів не повинна перевищувати 30…50 мм.
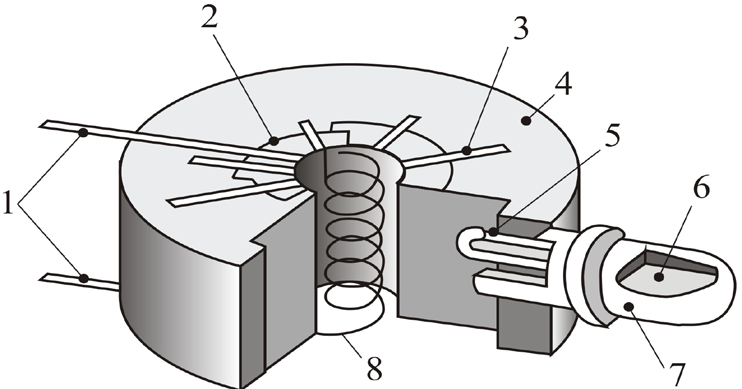
Рис. 12. 10 - Схема магнетрона:
1 – катодні ніжки; 2 – мідні перемикачі; 3 – резонатори; 4 – анод; 5 – петля зв’язку; 6 – коаксіальні лінії; 7 – захисний діелектричний ковпак; 8 – катод
Переваги НВЧ-нагріву
1. Зменшення тривалості нагрівання продуктів у 5-10 разів;
2. Зменшення втрати маси виробів до 10%;
3. Зменшення витрат електроенергії на 25–50%;
4. Підвищення продуктивності праці на 20–50%.
5. Додаткова література
1. Дорохін В.О., Герман Н.В., Шеляков О.П.Теплове обладнання підприємств харчування : підручник. Полтава : РВВПУСКУ, 2004. 583с.
2. Кащенко В.Ф., Кащенко Р.В. Оборудование предприятий общественного питания. Москва: Альфа-М: ИНФРА-М, 2009. 416 с.
3. Конвісер І.О., Бублик Г.А., Паригіна Т.Б., Григор'єв Ю.М. Устаткування закладів ресторанного господарства. Київ: КНТЕУ, 2005. 566 с.
4. Ботов М.И. , Елхина В.Д., Голованов О.М. Тепловое и механическое оборудование предприятий общественного питания. Москва: Издательский центр "Академия", 2006. 464 с.
Шрифти
Розмір шрифта
Колір тексту
Колір тла
Кернінг шрифтів
Видимість картинок
Інтервал між літерами
Висота рядка
Виділити посилання
Вирівнювання тексту
Ширина абзацу