Тема 5. Виробництво бетонних і залізобетонних конструкцій
| Сайт: | Навчально-інформаційний портал НУБіП України |
| Курс: | Виробнича база будівництва ☑️ |
| Книга: | Тема 5. Виробництво бетонних і залізобетонних конструкцій |
| Надруковано: | Гість-користувач |
| Дата: | понеділок, 9 березня 2026, 14:17 |
Опис
5.1. Арматурне виробництво
5.2. Способи попереднього напруження
5.3. Ущільнення бетонної суміші
5.4. Доглядання за процесом твердіння
5.5. Прискорення твердіння
5.6. Усунення виробничих дефектів і опорядження бетону
5.7. Запитання для контролю знань
Залізобетонні конструкції за способом виготовлення поділяють на монолітні та збірні.
Монолітні конструкції зводять безпосередньо на будівельному майданчику. Монолітний залізобетон використовують, коли треба підвищити архітектурну виразність будівель і споруд, при нестандартності та малій повторюваності елементів і при особливо великих навантаженнях (фундаменти, гідротехнічні, транспортні та інші споруди). Досвід монолітного домобудування виявив техніко-економічні переваги цього методу будівництва порівняно з цегляним, великоблоковим і навіть великопанельним (одноразові витрати на створення його виробничої бази, витрата сталі на монолітні конструкції, на опалублення, енергетичні витрати на виготовлення тощо). Проте при виготовленні монолітного залізобетону затрачується велика кількість ручної праці, збільшуються строки будівництва, ускладнюється бетонування в зимовий час.
Збірні залізобетонні вироби та конструкції виготовляють на механізованих та автоматизованих підприємствах. Перевага збірного залізобетону порівняно з монолітним – в істотному підвищенні продуктивності праці та поліпшенні якості будівництва за рахунок випуску на спеціалізованих підприємствах великорозмірних елементів підвищеної заводської готовності, в скороченні строків будівництва. Крім того, скорочуються витрати лісоматеріалів (при монолітному бетонуванні вони потрібні для влаштування помостів, опалубок, підтримувального риштовання), спрощується виконання робіт у зимовий час.
Проте збірні залізобетонні вироби мають значну масу та розміри, що потребує потужного спеціалізованого підіймально-транспортного обладнання. Основними напрямами розвитку збірного залізобетону укрупнення конструктивних елементів, зниження матеріало- та металомісткості, підвищення ступеня заводської готовності.
Збірні залізобетонні вироби класифікують за видом армування, щільністю, видом бетону, внутрішньою будовою та призначенням. Виробництво залізобетонних виробів і конструкцій здійснюється на конвеєрних, напівконвеєрних, поточно-агрегатних, касетних і стендових технологічних лініях.
Конвеєрні лінії поділяються: по характеру роботи на роботи періодичної і безупинної дії; по способі транспортування – з формами, що пересуваються по рейках чи роликам, і з формами, утвореними безупинною сталевою стрічкою; по розташуванню теплових агрегатів – паралельно конвеєру у вертикальній чи горизонтальній площині, а також у створі формувальної частини конвеєра. Найбільш поширені конвеєрні лінії періодичної дії з формами, що пересуваються по рейках. Раціональними областями застосування конвеєрних ліній вважається спеціалізоване виробництво виробів одного виду і типу (панелі перекриттів, панелі внутрішніх і зовнішніх стін будинків).
Поточно-агрегатний спосіб виробництва полягає в тім, що технологічні операції послідовно здійснюються на окремих робочих постах. Частину операцій звичайно виконують одночасно, наприклад операції розпалубки виробів і огляду і підготовки форм сполучають з формуванням виробів. Формування виробляється на віброплощадках в одиночних і групових формах. До складу технологічної лінії, як правило, входять формувальний агрегат з бетоноукладачем; установки для заготівлі і натягу арматури; формоукладник; камери твердіння; ділянки розпалубки, остигання виробу, їхньої обробки і технічного контролю; пост чищення і змащення форм; площадки під запасник арматури, закладних деталей, утеплювача, складування форм, їхнього оснащення і поточного ремонту; стенд для іспиту готових виробів.
Касетне виробництво широке використовується при виготовленні суцільних панелей перекриттів і внутрішніх стін, перегородок промислових будинків, плит облицювання каналів, сходових маршів, вентиляційних блоків. Формування виробів здійснюється в двох- і багатомісних касетах періодичної дії, й у касетах безупинної дії (касетно-конвеєрний спосіб виробництва). Ущільнення бетонної суміші виробляється за допомогою зовнішніх і глибинних віброзбуджувачів. Тепловологісна обробка здійснюється на місці за рахунок циркуляції пари усередині теплових відсіків касети.
При стендовому виробництві виробу формують у стаціонарних формах. Тепловологісна обробка бетону виробляється на місці формування. Стендові технологічні лінії рекомендується використовувати для виготовлення крупнорозмірних, особливо попередньо напружених виробів (кроквяних і підкроквяних балок і ферм; підкранових балок, ригелів, плит типу П). Ущільнення бетонної суміші здійснюється начіпними чи глибинними віброзбуджувачами.
5.1. Арматурне виробництво
При згинанні, позацентровому стисканні, центральному або поза центральному розтягуванні, у т.ч. при виникненні випадкових ексцентриситетів в конструкції виникають розтягуючи зусилля, а також усадочні та температурні напруження. Для підвищення відносно низької міцності розчинів та бетонів на розтяг застосовують арматуру.
У 2019 р. набув чинності ДСТУ 3760:2019 «Прокат арматурний для залізобетонних конструкцій. Загальні технічні умови», орієнтований на врахування міжнародних та європейських вимог до арматури.
Як складова конструкції, арматура повинна:
- мати спільну роботу з бетоном;
- бути технологічною;
- володіти необхідною міцністю, деформативними властивостями та корозійною стійкістю.
Арматура може бути розташованою у масі бетону або поза ним. За видом матеріалу арматура буває металевою та неметалевою. За формою профілю арматура може бути дротовою, прутковою, у вигляді дисперсних волокон гладкого або профільованого перетину.
Серед неметалевої арматури набуває поширення вуглепластикова, композитна та склопластикова арматура. В Україні розвиваються дослідження арматури з базальтового волокна.
Дисперсна арматура (фібра) застосовується круглого, квадратного, трапецеїдального та інших перерізів від 0,2 до 2 мм і довжиною від 3 до 200 мм. Для виготовлення фібри застосовують стальний низько вуглецевий дріт. Із метою кращого анкетування поверхню дроту профілюють, деформують або травлять. Для виготовлення фібри застосовують і відпрацьовані та некондиційні канати. Фібра може бути поліпропіленовою, поліетиленовою, нейлоновою. Базальтовою, азбестовою тощо. Вибір матеріалу фібри залежить від конкретних умов будівництва та техніко-економічного обґрунтування. Застосування фібри підвищує міцність бетону, але утворює додаткові виробничі труднощі.
Залізобетонні вироби і конструкції армуються плоскими та гнутими сітками, каркасами та закладними деталями. На будівельний майданчик централізовано поставляються мірний арматурний прокат, важкі сітки з робочою арматурою з діаметром більше 12мм. Вони, зазвичай, виготовляються з гарячекатаної арматури з кроком 200 - 600 мм. Для виготовлення легких сіток застосовують арматурний дріт діаметром від 3 до 5,5 мм класів В1 та Вр-1. Сітки виготовляються у вигляді плоских елементів або в рулонах масою 900 - 1300 кг.
Арматурні каркаси збираються з окремих прутків, сіток та плоских арматурних елементів в'язанням або зварюванням. Криволінійні каркаси (палі, труби) виготовляють намоткою та зварюванням спіралі навкруг повздовжніх прутків.
Закладні деталі виготовляють зі стальних пластин або зі штампованих елементів. Для виготовлення закладних деталей використовують гарячекатану листову, смугову та фасонну сталь марок Ст3пс, Ст3сп. Для антикорозійного захисту закладних деталей використовують лакофарбові покриття та покриття цинком або алюмінієм. Ці покриття здійснюють методами металізації, гальванізації або гарячим способом.
Для з'єднання арматурних елементів застосовується контактне точкове зварювання або дугове ручне зварювання. В окремих випадках для особливих умов будівництва та специфіки конструкції допускається застосування в'язаних арматурних сіток та каркасів. Для без зварювальних технологій з'єднання арматури застосовуються високоміцні клеї і муфти з'єднання.
Основні технологічні процеси арматурних робіт включають:
- Заготовка арматурної сталі:
- розмотування бухт;
- правка;
- нарізання;
- гнуття прутів, сіток, каркасів;
- виготовлення монтажних петель.
- Виготовлення арматурних виробів:
- зварювання та в'язання;
- укрупнююче збирання.
5.2. Способи попереднього напруження
Попереднє напруження арматури виконується механічним, електротермічним способами та методом само напруження (за рахунок енергії розширюючих цементів).
Напруження пруткової та дротової арматури здійснюється за допомогою гідравлічних домкратів. Сутність електротермічного способу напруження полягає у тому, що арматурні заготовки нагріваються електричним струмом і фіксуються у такому стані на упорах форми, що унеможливлює скорочення при охолодженні.
Температура нагрівання арматури знаходиться у межах 400 - 500℃. Передача попереднього напруження на бетон здійснюється її симетричним двостороннім перерізуванням на торцевих ділянках.
Відомий спосіб безперервної навивки напруженої арматури, який здійснюється стаціонарними та пересувними намоточними машинами.
5.3. Ущільнення бетонної суміші
Для підвищення однорідності суміші в конструкції та забезпечення її зчеплення з арматурою бетонну суміш додатково ущільнюють. Основними способами ущільнення бетонної суміші є такі:
- вібрування;
- вакуумування;
- центрифугування;
- пресування та комбіновані способи.
Перший досвід використання вібрування у будівництві зафіксовано у Франції у 1917 р. інженером Р. Фрейсіне.
Вібрування бетонної суміші може виконуватись на вібромайданчиках (об'ємне ущільнення), глибинними вібраторами (внутрішнє вібрування), віброрейками або вібробрусами (поверхневе ущільнення). Тривалість вібрування залежить від потужності вібровипромінювача, характеру передачі імпульсів, складу суміші, армування, форми та масивності конструкції. Зазвичай тривалість вібрування на одній позиції становить 15 - 30 с.
Вакуумування та вібровакумування – це технологічний процес висмоктування з бетонної суміші частини повітря і води. Особливо ефективне застосування вакуумування при улаштуванні підлог, доріг та аеродромів. Для поверхневого вакуумування використовуються вакуум-щити та вакуум-мати площею 5-15 м. Для вакуумування вертикальних поверхонь застосовують вакуум-опалубку, яка складається з вакуум-щитів, елементів жорсткості та кріпильних деталей. Для створення вакууму застосовують агрегати з поршневим або ротаційним вакуум-насосом чи компресорами і водозбірним баком.
При застосуванні жорстких бетонних сумішей із низьким В/Ц застосовують ущільнення пресуванням. Цей принцип покладений в основу таких способів, як радикальне пресування, силовий прокат, вакуумпрессування, віброштампування.
Одним з ефективних методів виробництва напірних і безнапірних труб, колон, опор ЛЕП, паль та інших конструкцій є центрифугування. Для цього способу застосовують осьові, ремінні або роликові центрифуги з роз'ємними або нероз'ємними формами.
Виготовлення конструкцій за цим способом складається з подачі та розподілення бетонної суміші у форму, що обертається. Розподіл бетонної суміші по внутрішній поверхні форми здійснюється за рахунок центробіжних та динамічних сил.
5.4. Доглядання за процесом твердіння
Доглядання за бетоном полягає в забезпеченні належних температуро- вологісних умов структуроутворення. Заходи по догляданню за бетоном представлені в табл. 5.1.
Таблиця 5.1
Основні методи витримування бетону
| № | Заходи | Матеріали |
| 1 | Періодичне зволоження водою з температурою 15-25°С | Вода |
| 2 | Покриття ПАР | ПАР |
| 3 | Покриття вологим матеріалом | Мати, пісок, мішковина, поролон, вода |
| 4 | Покриття пароводонепроникним матеріалом | Полімерні плівки, брезент |
| 5 | Утворення водного басейну | Вода |
| 6 | Обробка поверхні плівкоутворюючою речовиною | Розчини, суспензії, емульсії |
| 7 | Просочування гідрофобізуючими композиціями | Гідрофобні композиції |
| 8 | Захист теплоізоляційними матеріалами | Термовологоізоляційні матеріали |
| 9 | Прогрівання | Сонячна енергія, електроенергія, тепловологе повітря |
Зазвичай доглядання за бетоном здійснюється до набору ним міцності 50-80% від проектної. Щодо конструкцій заводського виготовлення, то доглядання за бетоном здійснюють до початку його теплової обробки.
Бетон зазвичай не вимагає особливих умов твердіння. При забезпеченні необхідної вологості та позитивної температури у межах 15-40℃ бетон твердіє інтенсивно і вже через тиждень досягає міцності більше 60% від проектної.
Проблеми виникають при температурі нижче +5℃, коли гідратація цементу різко уповільнюється. За критичною точкою у 0℃ вода поступово перетворюється у лід і твердіння припиняється. Саме тому в зимовий час всі зусилля спрямовані на запобігання замерзання бетону.
5.5. Прискорення твердіння
Основні способи теплової обробки залізобетонних конструкцій представлені в табл. 5.2.
Таблиця 5.2
Способи теплової обробки залізобетонних конструкцій
| Спосіб | Устаткування |
| Пропарювання, прогрів гарячим повітрям, прогрів у середовищі продуктів згорання | Термоформи, термопости, касети, ямні або тунельні камери (рис.5.1) |
| Запарювання (автоклавна обробка) | Автоклави (рис. 5.2) |
| Геліотермообробка | Геліокамери |
| Індукційне прогрівання | Електромагнітні камери |
| Електрообігрів, електропрогрів | Термоелектронагрівачі, гріючі сітки, електроди |
Прискорення твердіння бетону досягається застосуванням швидкотверднучих цементів, добавок-прискорювачів, розігрітих сумішей, зменшенням В/Ц тощо.
З ряду причин у заводській практиці теплової обробки залізобетонних виробів основним видом теплоносія залишається насичена водяна пара, а найбільш розповсюдженим тепловим агрегатом - безнапірні ямні камери періодичної дії (рис. 5.1).

1 - вентиль для регулювання зливу води; 2 - електромагнітні клапани; 3 - водяні затвори; 4 - вимикач; 5 - повітряний зазор; 6 - з 'єднувальна трубка, 7 - подавання пари у камеру; 8 - датчик температури.
При всій технологічності таких камер при пропарюванні в них виробів наявні значні витрати пари. Через це, а також через значне підвищення вартості органічного палива та водяної пари деякі заводи ЗБВ використовують інші теплоносії. Проте електротермообробка гарячими газами. Використання продуктів горіння природного газу призводять до висушування твердіючого бетону, погіршення його структури та фізико-хімічних властивостей. Тому такий спосіб термообробки рекомендується лише для прискорення легких теплоізоляційних бетонів.
Відомі способи вологонасичення нагрітого газового середовища шляхом вприскування розпиленої дрібнодисперсної води, зрошення стінок камери водою, розприскування води з перфорованих труб над нагрівачами виявились малоефективними. Для повного вологонасичення (100% відносна вологість) нагрівного середовища за будь-якої температури без парового прогрівання залізобетонних виробів необхідною і достатньою умовою для тепло вологої обробки є випереджувальна на 15-20℃ температура води в камері у період розігрівання (рис. 5.2).
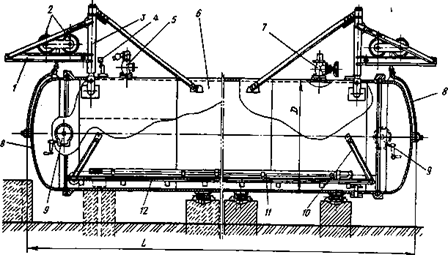
1 - кронштейн; 2 - візок; 3 - стійка; 4 - манометр; 5 - клапан; 6 - металевий циліндр; 7 - штуцер із краном; 8 - кришка; 9 - лебідка; 10,11 - паропровід; 12 – рельси.
Теплова обробка конструкцій повинна виконуватись за технічно обґрунтованим режимом, який обирається в залежності від консистенції бетонної суміші, проектних властивостей бетону, форми та масивності конструкції.
Режим теплової обробки складається з таких етапів:
- попереднє витримування;
- підйом температури;
- ізотермічна витримка (40 - 95℃);
- охолодження.
Попередня витримка потрібна для того, щоб бетон набрав необхідну міцність для сприйняття теплового навантаження. Підйом температури здійснюється зі швидкістю 10-20℃/год, а вистигання бетону - зі швидкістю до 30℃/год. Максимальний перепад температур між конструкцією та навколишнім середовищем повинен не перевищувати 35℃.
При проектуванні режимів теплової обробки бетону можливі різні варіанти. Рекомендується підйом температури «сходинкою»: через кожні 20℃ передбачається витримка протягом години. Можлива попередня витримка бетону до 18 годин із подальшим форсованим режимом теплової обробки.
Міцність бетону після теплової обробки повинна бути не нижче 50% від проектної.
Резерви підвищення конкурентоспроможності збірних залізобетонних конструкцій полягають у впровадженні у виробництво енерго- та ресурсоощадних технологій. Це, перш за все, зниження енерговитрат на теплову обробку за умови виконання умови - не погіршувати показників властивостей та довговічності бетону порівняно з марочними показниками. Зменшення транспортних витрат при комплектації об'єктів може бути досягнуте шляхом виготовлення виробів на відкритих біля об'єктних полігонах, в автономних камерах за агрегатно-потоковою або стендовою технологією.
5.6. Усунення виробничих дефектів і опорядження бетону
Дрібні пори, тріщини та пошкодження утворюються від недостатнього ущільнення бетонної суміші, неналежно підготовлених форм або опалубки, нерівномірного відпуску попередньо напруженої арматури, несуттєвих порушень режиму твердіння конструкцій, правил складування.
Дрібні поверхневі дефекти тампонують цементно-піщаним розчином складу 1:2, який під тиском втирають у поверхню конструкції.
Пошкодження, що утворились в результаті підвищеного вмісту крупного заповнювача, розшарування бетонної суміші, витікання цементного «молока» або недостатнього ущільнення, усувають розчищенням пошкоджених ділянок, прибиранням дефектного бетону із наступним зволоженням поверхні та зарубкою цементним або синтетичним розчином.
Найбільш ефективний спосіб покриття шаром розчину до 2см із перервами у 20 - 40 хвилин, для чого використовують портативні пневматичні агрегати.
Достатньо ефективні в таких випадках акрилові та епоксидні композиції. Тріщини обробляють силіконовими, бітумними, гумоепоксидними та іншими композиціями. Тріщини у масивних конструкціях ін'єктують цементними розчинами крізь тампони, що розташовані в пробурених свердловинах у бетоні.
Опорядження в процесі ущільнення бетонної суміші виконують брусом або валом, що розташовані на бетоноукладачі або на віброустановках, після теплової обробки - шпаклюванням і шліфуванням.
Декоративну обробку або антикорозійний захист виконують як в процесі ущільнення бетонної суміші, так і після теплової обробки шляхом просочування, покриття плиткою, мінеральною крихтою, нанесенням емалей, лаків, фарб та композицій.
Фактурна обробка бетону здійснюється застосуванням спеціальних форм з рельєфною поверхнею або кріпленням на поверхню форм гумових, склопластикових або полімерних матриць.
У заводських умовах для виробництва збірного залізобетону пріоритетне місце займають гнучкі технології, орієнтовані на випуск невеликих партій продукції різноманітної номенклатури з застосуванням у цих технологіях систем автоматизації та роботизації.
5.7. Запитання для контролю знань
- Наведіть приклади армування залізобетонних конструкцій.
- У чому полягає призначення робочої, конструктивної та монтажної арматури?
- Які види неметалевої арматури Ви знаєте?
- З яких матеріалів виготовляється фібра?
- Які операції включає заготовка арматурної сталі?
- Які машини і механізми застосовуються при заводському виготовленні сіток і каркасів?
- Як виконується антикорозійний захист закладних деталей?
- Як здійснюється попереднє напруження арматури?
- Які способи ущільнення бетонної суміші Ви знаєте?
Шрифти
Розмір шрифта
Колір тексту
Колір тла
Кернінг шрифтів
Видимість картинок
Інтервал між літерами
Висота рядка
Виділити посилання
Вирівнювання тексту
Ширина абзацу