ТЕМА 18. Дозувально-формувальне устаткування
5. 4. Машини для формування котлет
Котлетоформувальна машина МФК-2240 (рис. 7.14) призначена для формування й одностороннього панірування виробів з м'ясного, рибного, картопляного фаршів, а також манних биточків круглої форми. Машина МВК- 2240 є машиною настільного типу. Складається з корпусу, електродвигуна, черв'ячного редуктора, кришки столу з завантажувальним бункером, шнека- живильника, формувального столу, бункера для панірувальних сухарів і приймального лотка.
Робочим органом машини є формувальний стіл 11 з трьома круглими отворами-чарунками 9. Стіл закріплений на вертикальному порожнистому валу, усередині якого встановлена тяга механізму регулювання маси виробу, що формується. Над столом розташовуються два завантажувальні пристрої: циліндричний бункер – 5 для фаршу і конічний бункер 8 – для панірувальних сухарів. Бункер для фаршу встановлений на кришці формувального столу. Усередині бункера розташований шнек-живильник 6, що нагнітає фарш з бункера в отворичарунки 9 формувального столу. У чарунках формувального столу розташовані робочі інструменти машини – поршні 12, які при обертанні стола здійснюють зворотно-поступальний рух. Елементами робочого інструменту вважають також кромки осередків формувального столу і кромки вікна 7 бункера, які відокремлюють порцію фаршу від основної маси.
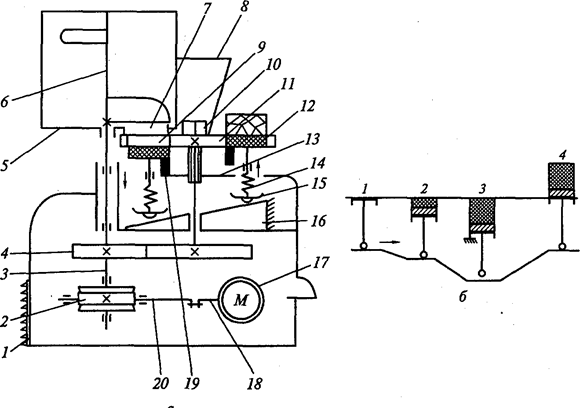
Рисунок 7.14 – Котлетоформувальна машина МФК-2240:
а – схема принципова; б – циклограма руху поршня формувального столу; 1 – корпус; 2 – черв’ячний редуктор; 3 – вал шнека-живильника; 4 – передача циліндрична; 5 – бункер для фаршу; 6 – шнек-живильник; 7 – отвір бункера; 8 – бункер для сухарів; 9 – отвір-чарунка; 10 – гвинт регулювальний; 11 – стіл формувальний; 12 – поршень; 13 – планка; 14 – пружини; 15 – штовхач; 16 – копір торцевий; 17 – електродвигун; 18 – вал електродвигуна; 19 – упор; 20 – вал черв’ячного редуктора
Робочі органи машини приводяться в дію від електродвигуна 17, установленого всередині корпусу 1. Вал 18 електродвигуна телескопічно з'єднаний з валом 20 черв'ячного редуктора 2, від якого приводиться в обертання шнек-живильник 6. Обертальний рух формувального столу передається через циліндричну передачу 4, одне з коліс якої закріплено на валу шнека-живильника 6, а інше – на порожнистому валу формувального столу 11.
Поршням, розташованим у чарунках формувального столу 11, зворотнопоступальний рух передається торцевим диском-копіром 16, який становить собою ступеневе кільце, закріплене на станині. На робочу поверхню дискакопіра спираються штовхачі 15 поршнів. При обертанні столу штовхачі ковзають по диску-копіру, а поршні завдяки пружинам 14 піднімаються або опускаються в чарунках відповідно до профілю диска-копіра.
Машина оснащена механізмом регулювання маси виробу, що формується. Регулювання досягається шляхом змінення положення поршня в чарунці формувального столу. Для цього є регулювальний гвинт 10, планка 13 і упор 19, що обмежують рух поршня вниз. Нижнє положення поршня залежить від встановлення планки, яка змінює своє положення при обертанні регулювального гвинта. Напрямок обертання гвинта вказано на його головці буквами: «М» – менша маса, «Б» – більша маса.
До складу розвантажувального пристрою входять скидач і приймальний лотік, площина якого встановлена на рівні формувального столу. Усі деталі машини об'єднані загальним корпусом 1.
Принцип дії. Під час вмикання електродвигуна машини формувальний стіл з поршнями і шнек-живильник приводяться в обертання. У процесі обертання формувального столу кожен поршень за один оберт опускається двічі (рис. 10.3, б): перший раз (положення 2), коли чарунка з поршнем знаходиться під бункером з панірувальними сухарями, і другий раз (положення 3), коли поршень розташовується під бункером з фаршем і чарунка столу збігається з отвором бункера. Під час першого опускання на глибину 1,5...2 мм на поршень насипаються сухарі, а при другому – простір над поршнем заповнюється фаршем, що нагнітається з бункера шнеком-живильником. При подальшому обертанні формувального столу кромки чарунок та вікна бункера відрізають порцію фаршу, ущільнюють її і заповнюють весь обсяг чарунки. Подальший рух столу викликає переміщення штовхача поршня по ділянці підйому на диску- копірі, у результаті чого поршень з відформованим виробом піднімається на один рівень з поверхнею столу (положення 4). Тут на відформований виріб натискає скидач, зіштовхуючи виріб із поверхні поршня і столу на розвантажувальний лотік. Після цього оператор за допомогою спеціальної лопатки знімає відформований виріб з розвантажувального лотока й укладає його непанірованим боком на посипаний панірувальними сухарями деко.
Правила експлуатації котлетоформувальної машини.
Перед початком роботи перевіряють правильність встановлення робочих органів, справність машини та наявність заземлювального проводу. Потім завантажують бункери машини панірувальними сухарями і фаршем. Поруч з машиною на столі встановлюють листи, посипані панірувальними сухарями. Після цього вмикають електродвигун і виконують формування п'яти-шести виробів, зважують їх на контрольних вагах і в разі необхідності регулюють масу виробів, що формуються за допомогою регулювального пристрою. Регулювання здійснюється при увімкненому електродвигуні машини шляхом обертання регулювального гвинта в той або інший бік. Неповновагові вироби поміщають у бункер для фаршу. У разі неповного заповнення фаршем надпоршневого простору машину зупиняють, переконуються в наявності фаршу в бункері і в разі необхідності додають його. У процесі роботи машини слід періодично перевіряти масу отриманих виробів і по мірі необхідності регулювати її.
Після закінчення роботи машину вимикають і знімають усі робочі органи для санітарної обробки. Для цього відгвинчують гайки кріплення шнекаживильника і робочого столу, а також гвинти кріплення кришки столу. Потім знімають шнек-живильник, кришку столу з завантажувальним бункером, формувальний стіл з поршнями і ретельно промивають їх гарячою водою. Зовнішні поверхні машини під бункером і формувальним столом також промивають гарячою водою і протирають насухо. Робочі поверхні формувального столу, чарунок поршнів, шнека-живильника, кришки столу і доріжку копіра після просушування змащують харчовим несолоним жиром. Рослинну олію для змащування використовувати не рекомендується. Загальну санітарну обробку машини слід проводити не рідше 2-3 разів на тиждень.
Повне розбирання машини для профілактичного огляду і ремонту здійснюють відповідно до інструкції з експлуатації та догляду за машиною. До обслуговування машини допускаються особи, які пройшли відповідний інструктаж з правильними прийомами роботи на машині й ознайомилися з інструкцією з експлуатації та догляду за машинами даного виду.
Шрифти
Розмір шрифта
Колір тексту
Колір тла
Кернінг шрифтів
Видимість картинок
Інтервал між літерами
Висота рядка
Виділити посилання
Вирівнювання тексту
Ширина абзацу